
L'ingegneria
Qualità

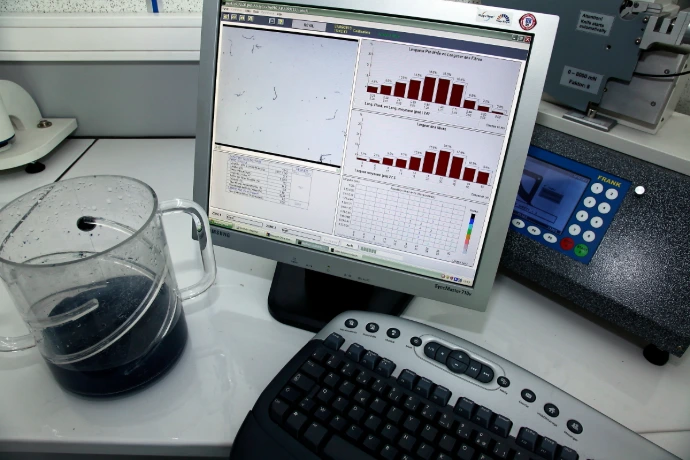
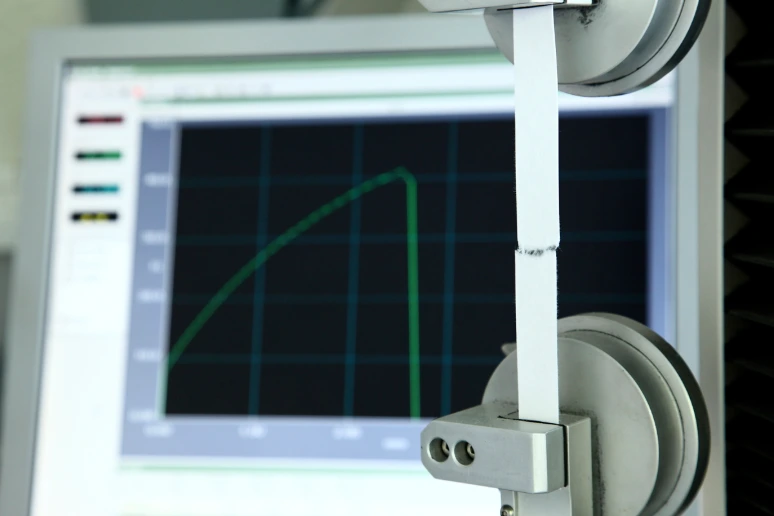
Test di fibra in laboratorio
Le fibre naturali o sintetiche sono selezionate con cura per i materiali di riempimento dei rovalrolls in base a criteri come morfologia, peso molecolare, resistenza alla rottura, ecc.
La calandra pilota (400 KN/m, 30 Hertz) consente il test e la validazione delle fibre selezionate.
I materiali grezzi in fibra sono convalidati e controllati su attrezzature di test all'avanguardia nel laboratorio Roval: morfologia della fibra in termini di lunghezza, larghezza e peso specifico; lunghezza della catena di cellulosa / grado di polimerizzazione, proprietà di resistenza meccanica delle fibre.
Controllo di riempimento
I parametri di processo come il contenuto di umidità del materiale di rivestimento, il gioco di interferenza e la densità vengono calcolati in base alle proprietà del materiale di rivestimento e alle condizioni di funzionamento della calandra. Questi parametri chiave vengono continuamente controllati durante il processo di produzione, consentendo una correzione immediata di qualsiasi anomalia. In questo modo, il rullo rivestito è garantito senza difetti e si assicura l'uniformità del profilo di carico lineare nella nip della calandra.
La selezione iniziale delle fibre e il controllo in laboratorio sono fondamentali per massimizzare le prestazioni del rivestimento. Questo approccio, che è identico per tutti i rivestimenti rovalrolls, garantisce prestazioni identiche per ogni rivestimento e aiuta a mantenere la coerenza del tuo processo di calandratura.

Laboratorio di Ricerca e Sviluppo
Un laboratorio dotato di attrezzature all'avanguardia.
Questa attività è centrale per l'innovazione, il miglioramento continuo della qualità e l'espansione delle tecnologie di rivestimento in fibra compressa di rovalrolls.
Monitoraggio continuo delle materie prime fibrose al momento della ricezione e durante l'uso.
Calandra pilota
La calandra pilota a 3 rulli :
- 30 Hz
- 400 kN/m
- larghezza di 400 mm
consente di definire le massime sollecitazioni sotto le quali operano i vari tipi di rivestimenti dei rulli.


Ingegneria
Applicazione nella calendratura
Una comprensione precisa delle specifiche condizioni operative di ciascun processo di calandratura, combinata con una vasta gamma di rivestimenti per rulli (durezza 70–90° Shore D, modulo elastico 1–6 GPa, temperatura di transizione vetrosa fino a 130 °C), rende possibile equipaggiare le calandre per soddisfare requisiti molto diversi.
Documenti speciali
Le loro calandre altamente esigenti richiedono rivestimenti con specifiche caratteristiche di isteresi e temperatura di transizione vetrosa.
Carte da rivista
La loro calandratura richiede proprietà opposte tra la carta calandrata e il rivestimento in fibra compressa: plasticità per la carta ed elasticità per il rivestimento.
La goffratura
richiede rivestimenti con proprietà contrastanti - ad esempio, la capacità di mantenere il rilievo goffrato sulle calandre mentre allo stesso tempo resiste agli impatti accidentali.
Il gloss del tessuto calandrato
richiede rivestimenti estremamente compressibili che massimizzano l'effetto specchio, ovvero il trasferimento della superficie metallica riscaldata e lucidata sul tessuto.
Operazioni tecniche
Un servizio di misurazione della calandra (impressioni nip, profilazione della temperatura dell'acciaio/rivestimento con telecamere a infrarossi portatili o installate, analisi delle vibrazioni) combinato con scambi tra gli operatori delle macchine e rovalrolls consente di selezionare il rivestimento più adatto per la tua calandra.
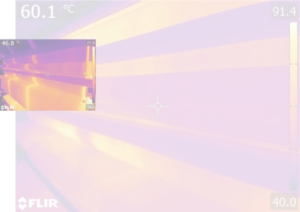
Profilazione della temperatura
Profilo di temperatura su presse elastiche utilizzando telecamere IR portatili e/o installate, e su presse in acciaio utilizzando termocoppie a filo.
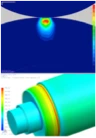
Analisi delle vibrazioni
Le analisi delle vibrazioni, combinate con le raccomandazioni ingegneristiche per la tecnologia dei rulli a fibre compresse, riducono le ampiezze delle vibrazioni e ne prolungano la durata dei rivestimenti.
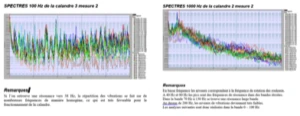
 Determinazione dei movimenti della calandra e dei rulli tramite analisi delle vibrazioni.
Determinazione dei movimenti della calandra e dei rulli tramite analisi delle vibrazioni.
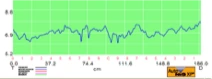
Profilo di pressione
Profili di pressione trasversali determinati tramite impronte colorimetriche dinamiche e statiche nel nip (10 m/min), comprensivi del calcolo delle correzioni di bombatura.

Stabilimento

Lavorazione dado nuovo

Lavorazione alberi nuovi

Stoccaggio fibre di cotone
Laboratorio controllo qualità

Calandra pilota

Rimozione del rivestimento

Lucidatura metallo

Preparazione disco cotone
Essiccazione

Riempimento rullo

Bloccaggio

Compattazione

Controllo profilo di densità

Tornitura di finitura CNC
Tornitura (zoom)

Finitura lucidatura

Pressa in cotone finita
